
Pêketina welding çi ye?Ew behsa kûrahiya helîna metala bingehîn an berika weldê ya pêşiyê ya li ser beşa xaçê ya hevbeş a wellandî dike.
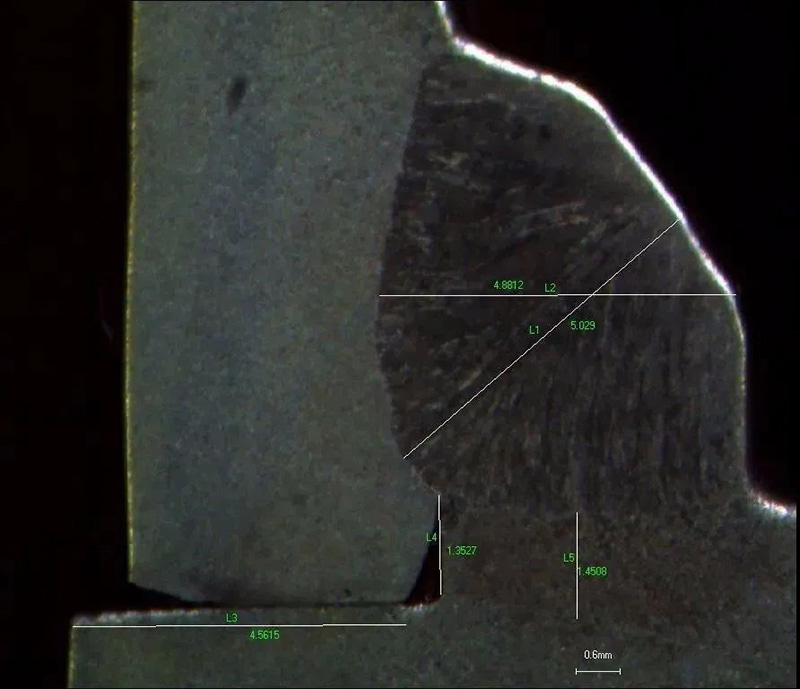
Hevgirêkên welded ev in: şûşa weldê (0A), qada fusionê (AB) û devera bandorkirî ya germê (BC).
Gav 1: Nimûnekirin
(1) Helwesta birrîna nimûneya pêketina welding: a.Ji pozîsyonên destpêk û rawestandinê dûr bixin
b.Li 1/3 birîna weldê qut kirin
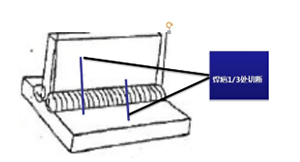
c.Dema ku dirêjahiya şopa weldê ji 20 mm kêmtir be, li nîvê şûşa weldê qut bikin.
(2) Birîn
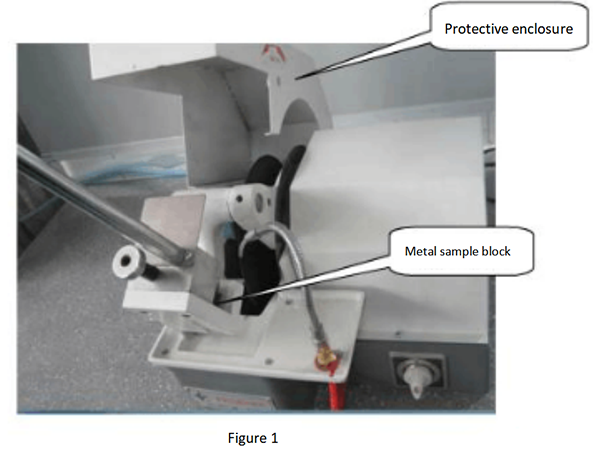
A. Dabînkirina hêzê girêdin û kontrol bikin ka alavên pîvandinê daxwazên ceribandinê pêk tîne;Wekî ku di jimar 1 de tê xuyang kirin, xaniya parastinê ya makîneya birrîna metallografîk vekin û bloka nimûneya metalê ya ku were ceribandin saz bikin.
(Têbînî: Bawer bikin ku bloka metalê bi tevahî rast bikin!)
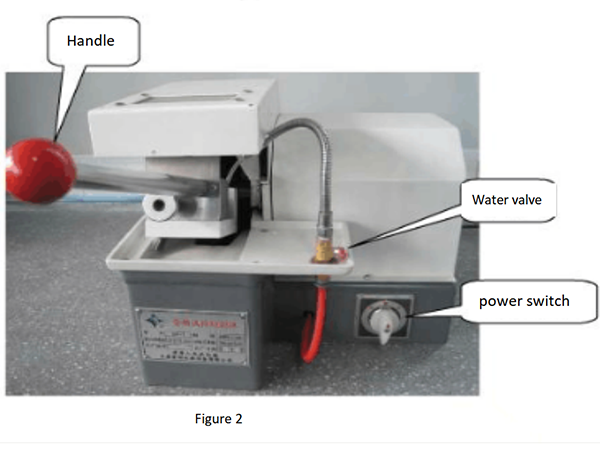
b.Wekî ku di Figure 2 de tê xuyang kirin, qalikê parastinê yê makîneya qutkirina metallografî bigire, valahiya avê veke, û guheztina hêzê veke;Destê makîneya qutkirina metallografî bigirin û hêdî hêdî wê ber bi jêr ve bixin da ku nimûneya metalê qut bikin.Piştî birrîn, dirêjî, firehî û bilindahiya nimûneya metal divê ji 4 mm kêmtir be;Valveya avê bigirin, elektrîkê vekin, û nimûneya metalê derxînin.
b.Wekî ku di Figure 2 de tê xuyang kirin, qalikê parastinê yê makîneya qutkirina metallografî bigire, valahiya avê veke, û guheztina hêzê veke;Destê makîneya qutkirina metallografî bigirin û hêdî hêdî wê ber bi jêr ve bixin da ku nimûneya metalê qut bikin.Piştî birrîn, dirêjî, firehî û bilindahiya nimûneya metal divê ji 4 mm kêmtir be;Valveya avê bigirin, elektrîkê vekin, û nimûneya metalê derxînin.
Gav 3: Korozyon
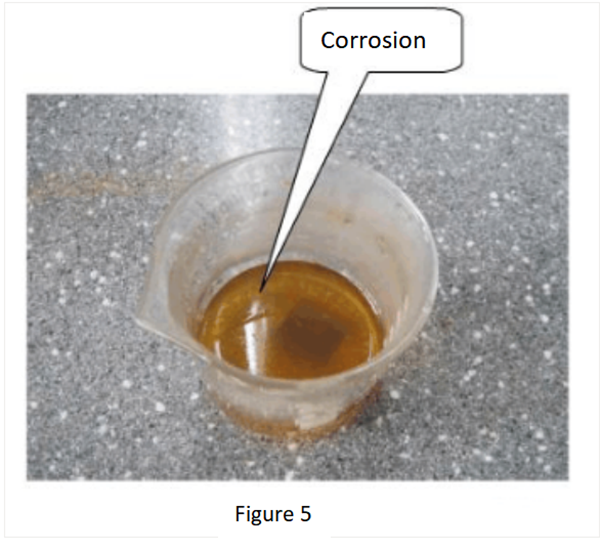
(1) Wekî ku di Xiflteya 5-ê de tê xuyang kirin, alkola bêkêmasî û asîda nîtrîk bikar bînin da ku di kasa pîvanê de çareseriya korozyonê (3-5% asîda nîtrîk û alkol) amade bikin, nimûneya metalê têxin nav çareseriya korozyonê an jî firçeyek piçûk bikar bînin da ku bişon. rûyê birîn ji bo korozyonê.Dema korozyonê bi qasî 10-15 saniyeyan e, û bandora korozyonê ya taybetî pêdivî ye ku bi dîtbarî were kontrol kirin.
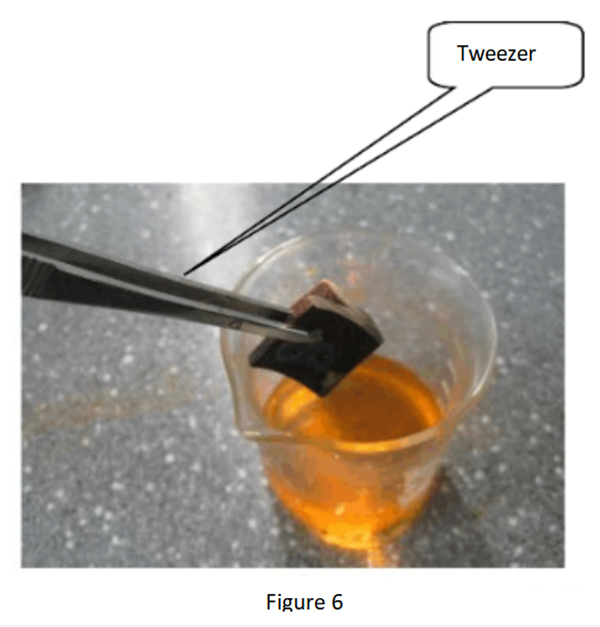
(2) Mîna ku di Xiflteya 6-ê de tê xuyang kirin, piştî korozyonê, bloka nimûneya metalê bi pîncê derxînin (têbînî: bi destan dest nedin şilava korozyonê), û çareseriya korozyonê li ser rûyê bloka nimûneya metalê bi paqijî paqij bikin. av.
(1) Ziwa kirin
Gav 4: Rêbaza vekolînê ya pêketina welding
| T (mm) qalindahiya plakaya ye | |||
| Pîvana kevn | Pîvana nû | ||
| Stûrahiya plakaya | Danasîna penetrasyonê | Stûrahiya plakaya | Danasîna penetrasyonê |
| ≤3.2 | Li jor 0,2 * t | t≤4.0 | Li jor 0,2 * t |
| 4.0<t≤4.5 | Li jor 0.8 | ||
| 3.2~4.5 (tevî 4.5) | Li jor 0.7 | 4.5<t≤8.0 | Li jor 1.0 |
| t=9.0 | Li jor 1.4 | ||
| >4.5 | Li jor 1.0 | t≥12.0 | Li jor 1.5 |
| Nîşe: Welding plakaya zirav û plakaya stûr li ser bingeha plakaya zirav e | |||
(1.2) Daneya pêketina weldingê (bi dirêjahiya lingê ku têketinê nîşan dide)
| L (mm) dirêjahiya lingê ye | |
| Dirêjahiya lingê | Danasîna penetrasyonê |
| L≤8 | Li jor 0,2 * L |
| L>8 | li jor 1,5 mm |
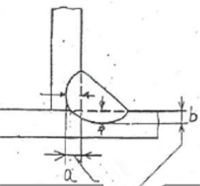
(2) Pîvana pêketina weldingê (dûrahiya a û b ketina weldingê ye)

(3) Amûrên kontrolê yên ji bo pêketina welding
Gav 5: Rapora vekolînê ya têketina welding û hilanîna nimûneyan
(1) Rapora vekolîna pevketina welding:
yek.Zêdekirina diyagrama xaçê ya beşa kontrolkirî
b.Di diagramê de pozîsyona pîvandinê ya pêketina weldingê nîşan bikin
c.Zêdekirina daneyan
(2) Rêziknameyên li ser parastina nimûneyên pêketina welding:
yek.Parzûnkirina parçeyên çarçowe S ji bo 13 salan
b.Parçeyên gelemperî 3 salan têne parastin
c.Ger di nexşeyê de wekî din were destnîşan kirin, ew ê li gorî daxwazên xêzkirinê were bicîh kirin
(Rûyê teftîşa ketina navberê dikare bi adhesive şefaf ve were xêz kirin da ku zuwabûnê dereng bike)
Dema şandinê: Dec-22-2022